|
Same Day Shipping for Stock Items |
|
DHL / Fedex / UPS / Aramex |
|
|
Professional one-on-one service |
|
100% brand new and original |
|
|
|||
Picture/Video
Get Products pictures or Video for Inspection|
Specification |
Product Image |
|
|
Brand Name |
GE |
|
|
Model Number |
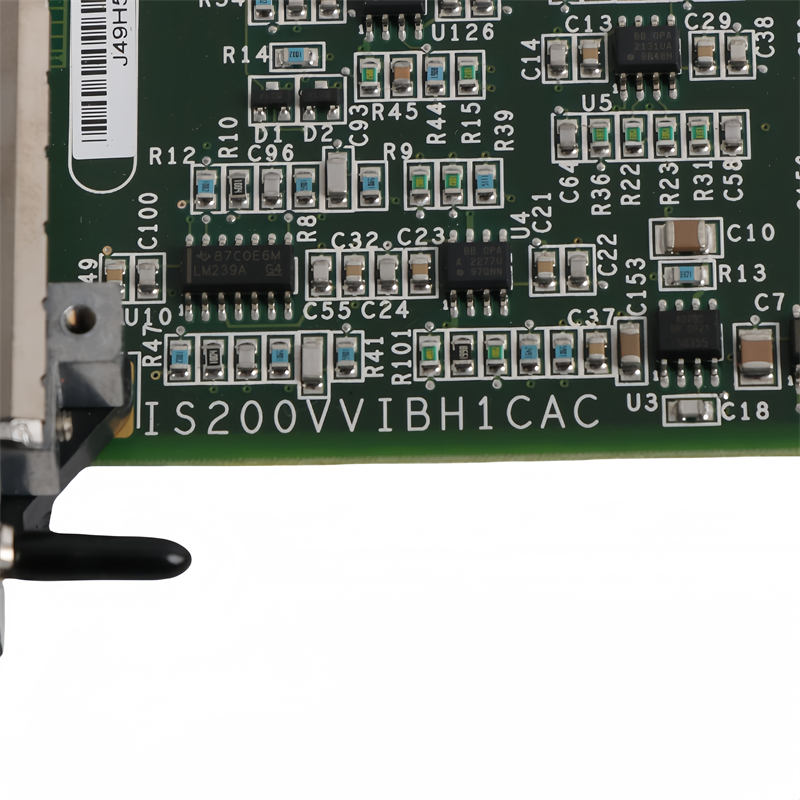
IS200VVIBH1CAC |
|
|
Alternate Part Number |
IS200VVIBH1CAC |
|
|
Condition |
100% Original |
|
|
Quality |
Brand New |
|
|
Dimensions |
2x18.6x26.1cm |
|
|
Description |
Digital I/O Module |
|
|
Package |
Original Package |
|
|
Lead time |
In Stock |
|
|
Shipping term |
UPS DHL TNT EMS Fedex |
|
|
Payment |
T/T (Bank Transfer) |
|
|
Service |
One- Stop Service |
|
|
Weight |
0.28 kg |
|
|
Warranty |
12 Months |
|
Product Description
Detailed Product Parameters
Frequently Asked Questions
NOTE:
1. The products quoted are brand new and original with a one-year warranty
2. Prices are ex works, for shipping calculations, Please send to my Email
3. Cooperation with the express delivery of DHL / Fedex / UPS / Aramex, etc,Delivery time is approximately '' 5 days '' from our warehouse to the destination country
4. Quotation validity: 30 days, if you need to extend, please reconfirm the price after 30 days.
5. Payment Term: 100% advance payment by bank transfer.
6. For the products '' in stock '' in the offer, our company can support video inspection
|
GE |
UR7BH |
SIEMENS |
C79-458-L7000-B315 |
|
GE |
531X300CCHBDM3 |
SIEMENS |
6DD1688-0AE0 |
|
GE |
IC220STR003 |
SIEMENS |
505-4832 |
|
GE |
DS200TCPSG1AME |
SIEMENS |
CTI 2572 |
|
GE |
269PLUS-D/O-100P-125VDC |
SIEMENS |
6ES5183-3UA13 |
|
GE |
DS200SHVMG1AED |
SIEMENS |
562-001 |
|
GE |
DS200TCQAG1BHF |
SIEMENS |
6FC5370-4AM20-0AA0 |
|
GE |
IS200VRTDH1DAC |
SIEMENS |
QLSAMBAN |
|
GE |
DS200PCTMG1AAA |
SIEMENS |
505-6660B |
|
GE |
IS200EMCSG1AA |
YOKOGAWA |
ADV151-E63 S2 |
|
GE |
IS230SNRTH2A IS200SRTDH2ACB |
YOKOGAWA |
PW302 S4 |
|
GE |
IC697PCM711 |
YOKOGAWA |
ATA4S-00 S2 |
|
GE |
UR 7HH UR7HH |
YOKOGAWA |
AAI543-H53 S1 |
|
GE |
IS200VTURH2BAC |
YOKOGAWA |
AAI143-S53 S1 |
|
GE |
UR6FH |
YOKOGAWA |
ASS9981DE-02 |
|
GE |
IS200VCRCH1BBC |
YOKOGAWA |
AMM12 S3 |
|
GE |
IS200ERBPG1ACA |
YOKOGAWA |
ADM51-2 S4 |
|
GE |
DS6800CCID1D1D |
YOKOGAWA |
ADM12 S4 |
|
GE |
IC697CGR935 |
YOKOGAWA |
AAM50 |
NOTE: Moore Automation sells new and surplus products and develops channels to purchase such products. This site is not approved or endorsed by any of the listed manufacturers or trademarks.Moore Automation is not an authorized distributor, dealer or representative of the products displayed on this site.All product names, trademarks, brands and logos used on this site are the property of their respective owners.The description, illustration or sale of products under these names, trademarks, brands and logos is for identification purposes only and is not intended to indicate any affiliation with or authorization by any rights holder.

Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Multilin UR-6DH (UR6DH) Digital I/O Input Output Module is part of the Universal Relay (UR) series
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Mark VI IS220PPRFH1B Master Gateway Module is a key component of the Mark VIe control system, which is widely used for turbine, generator, and plant control in power generation and other industrial applications.
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Multilin UR7HH Communications Module is part of the Universal Relay (UR) series, which provides advanced protection, control, and monitoring for electrical power systems.
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Mark VIe IS210AEAAH3BKE Application Control Layer Module is a critical component of the Mark VIe control system
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Series 90-70 IC697BEM711 Bus Expansion Module is a key component within the GE Series 90-70 Programmable Logic Controller (PLC) family.
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Mark VI IS200SRTDH2ABB module is a part of the Mark VIe control system, which is used for advanced control and monitoring of turbines and generators in power generation and industrial processes.
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Multilin UR-6UH (UR6UH) Digital I/O Module is a component of the GE Multilin Universal Relay (UR) series
Details
Same Day Shipping for Stock Items DHL / Fedex / UPS / Aramex Professional one-on-one service 100% brand new and original The GE Mark VI IS200VAICH1DAA is an Analog Input Board used in the GE Mark VI control system
Details 21/02
21/022025
 20/02
20/022025
 20/02
20/022025
 20/02
20/022025
 20/02
20/022025
 18/02
18/022025
 17/02
17/022025
 15/02
15/022025

32D floor, Guomao building, Hubin South Road, Siming District, Xiamen City, Fujian Province, China.







 IPv6 network supported
IPv6 network supported
Our hours